Arka aks Niva'nın ayarlanması. Arka aksın katlanması ve kafa dişlisinin ayarlanması
Vites kutusu Arka aks- arabanın ana bileşenlerinden biri, diferansiyelin temeli. Göreviniz motordan ve dişli kutusundan tahrik tekerleklerine iletilen torku dağıtmak ve değiştirmektir. Yapısal olarak bu çanta oldukça katlanabilir olduğundan bazı ayarlamalar ve ayarlamalar yapmanız gerekebilir. Rapordaki her şey hakkında Ale.
Özellikler
Diferansiyel aşınma ve yıpranmaya maruz kalabilir (her şey sürücüde saklanır) nakliye departmanı). Örneğin, dört tekerlekten çekişli araçlar Vuzol, kutuya veya her iki aksın mahfazalarına, önden çekişli araçlarda - doğrudan arka aks mahfazasına monte edilebilir.
Tahrik tekerlekleri için yıkıcı bir kuvvet olan diferansiyellere tekerlekler arası çekiş denir. Arabalarda arkadan çekişli motosiklet yüklü Aile içi farklılıklar iki köprünün arasında yer alır.
Diferansiyelin tasarımının vites kutusu tasarımına benzer olması önemlidir. Türüne bağlı vites şanzıman Vuzol solucan şeklinde, silindirik veya sonlu olabilir. Cildin kendi iletimi vardır - solucan, silindirik ve nihai. Dördüncü tip günümüzde en popüler olanıdır; hipoid iletimler. Bu avantajlar arasında hafiflik, minimum boyut ve güvenilirlik sayılabilir.
Düzenlemeye ne zaman ihtiyaç duyulur?
Daha önce tahmin ettiğimiz gibi, aks dişli kutusu çok katlanabilir bir ünitedir ve ayarlama ve ayarlama konusunda özel bir yaklaşım gerektirir. Kural olarak, bu tür çalışmalar ünitenin onarımından veya sökülmesinden hemen sonra yapılmalıdır. Sürekli çalışma sırasında robotların ayarlanmasına gerek yoktur ve tüm rulman boşlukları ve ayarları fabrikada mükemmel bir doğrulukla ayarlanır. Köprünün yeniden yapılması, bazı kısımların değiştirilmesi veya onarılması gerektiği anda yönetmelik karışıyor. Yeniden canlandırılmaları gerekiyor.
Çalışma sırasında dişli kutusundaki dişler, özellikle sağdaki, aşınabilir. Bu durumda kafa dişlisindeki boşluk artar. Keşke bunu düzenlemenin bir yolu olsaydı. Bir eksen ve hayır. Böyle bir sunum durumu daha da kötüleştirebilir ve yüksek gürültüye yol açabilir. Üstelik yanlış çalışma, tüm aksamın değiştirilmesini gerektiren diş kırılmasına yol açabilir.
Acil bir durumda aks dişli kutusunun ayarlanması gerekir - tahrik dişlisinin dönüşü ve oynaması sırasında güçlü bir uğultu olduğunda. Ancak işinizi ertelemeyin; zamanında ayarlama yapılmaması bile ünitenin ciddi şekilde çökmesine ve arızalanmasına neden olabilir.
Gazelle arabasında ayarlanabilir arka aks şanzımanı
Gazelle arabası, esnekliği ve büyük önemi ile öne çıkan güvenilir ve net bir ulaşım aracıdır. Ale genellikle teknolojinin gelişmesi ve aşırı zihinlerde (büyük avangard ve hadi yolları çöpe atalım) genellikle vites kutusunda sorunlara yol açar. Bunun sonucunda da tahmin ettiğimiz sorunlar ortaya çıkıyor.
Bu durum iki şekilde çözülebilir - bir servis istasyonuna gidin ve vites kutusunun ayarlanmasını profesyonellere emanet edin, diğer yol ise işi kendi ellerinizle yapmaktır. Lütfen kendinize karşı dürüst olun. Şarkı biliniyorsa veya şarkı söyleniyorsa çalınabilir düzenleyici çalışma bağımsız olarak ve paranızı biriktirin. Bu tür çalışmalar hakkında bilgi sahibi olmak ve bilgili kişilerin yanınızda olması için, şanzımanı profesyonellere referans olarak vermeniz daha doğru olacaktır.
O halde gelin özelliklere ve incelikli düzenlemelere bir göz atalım:
- Arka aks dişli kutusunu sökün ve çipuralara sıkıştırın. Yeni başlayanların çoğu kabı masanın üzerine koyar ve sıralamaya başlar. Bu yanlış bir yaklaşımdır. Öncelikle şanzımanı sökmek hiç de kolay olmayacak. Aksi takdirde gerekli tüm işaretleri koyamazsınız ve parçaların yarısını mahvedersiniz.
- Yatak kapaklarına işaretler uyguladığınızdan emin olun. Seçim işlemi kurulumu doğru bir şekilde tamamlamanıza olanak sağlar.
- Anahtarı “14”e alın, cıvataları sıkın ve kapakları çıkarın.
- Ayar somunlarını sıkın (henüz kokmayın).

- Dış bilezikleri makaralı rulmanlardan çıkarın.
- Rulmanlarda hasar ve daha fazla aşınma olasılığı olup olmadığına dikkatlice bakın.
- Oynamayı kontrol etmek için dişlileri çevirin. Kurallara göre değer 0,5 mm'den fazla değildir. Boşluk çok büyükse diferansiyel kutusunun değiştirilmesi gerekecektir.
- Rulmanı çıkarın ve planet dişliyi sökün.
- Tüm uyduları yıkın ve çıkarın.

- İletken milini dışarı çekin (dişli kutusu mahfazasının yanında bulunur).
- Yumuşak metalden yapılmış özel bir ara parça kullanarak makaralı yatağın ortasındaki halkayı çıkarmaya çalışın.
- Yeni bir ayar burcu takın.
- Ayar halkasını çekin.
- Yatak halkalarını (çınlayanları) çıkarın. Metale zarar vermemek için ara parçayı bir kez daha kontrol edin.
- Tüm dişli kutusu parçalarını yıkayın ve hasar olup olmadığına dikkatlice bakın. Herhangi bir elemanda çatlak varsa veya varsa değiştirilmesi daha doğru olacaktır. Eğer orijinal zorbalar ortaya çıkarsa, onları zımpara kağıdı yardımıyla temizleyebilirsiniz.
- Ardından düğümü çözmeye devam edin. İlave kusurlar varsa yağ keçesini ve burcunu değiştirin. Yakshcho'da kafa çifti Değiştirme işlemi gerçekleştirilmişse, yeni bir ara parça rondelasının takılması daha iyi olacaktır.
- Yeni bir yüzük takın ve bastırın iç kısım rulman yarışları.
- Tüm ara parça burcunun üzerine yerleştirin (bu burcu değiştirdik).
- Şaftı dişli kutusu mahfazasına takın.
- Yeni bir yağ keçesi takın.
- Flanşı çekin ve bir somunla sabitleyin.
- Diferansiyeli katlayın ve yerine döndürün. Tahrik dişlilerinde boşluk varsa kuru rondelalar taktığınızdan emin olun.
- Kapakları yerinde çevirin.
- Özel bir ayar anahtarı kullanarak somunu (dişlinin yanında bulunan) boşluk kaybolana kadar sıkın.
- Diğer barın arkasında hareketsiz durun.

- Diğer somunu sıktıktan sonra mümkün olduğu kadar sıkın. Daha sonra ilk somunu kullanarak boşluğu ayarlayın - 0,08-0,13 mm olmalıdır.
- Somunları 0,2 mm kalınlığa kadar sıkın.
- Dişliyi ters çevirin ve tüm konumların yaklaşık olarak aynı boşluğa sahip olmasını sağlayacak şekilde yeniden ayarlayın.
- Durdurma plakasını yerine yerleştirin ve cıvataları sıkın.
- Oynama değişkense diferansiyeli değiştirin.
Visnovok
Elbette bir Ceylanda aks dişli kutusunun ayarlanması oldukça zahmetli bir süreçtir. Gerekli tüm adımları atarsanız yaklaşık 3-4 yıl harcayacak, ardından birkaç bin ruble tasarruf edeceksiniz. Merhaba merhamet et.
Kafa dişlisini ters sökme sırasına göre monte ediyoruz, yatakları ve dişlileri şanzıman yağıyla yağlıyoruz.
Tahrik dişlisini, üzerine monte edilen dişli kutusu mahfazasına taktıktan sonra...
... flanş somununu 16-20 kgf.m torkla sıkmak için bir tork anahtarı kullanın, bu noktada dişlinin döndürülmesi gerekir. doğru kurulum rulmanlardaki makaralar.
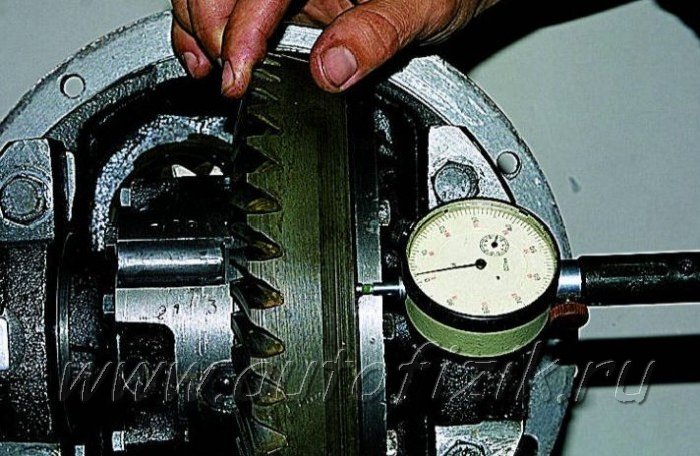
Bir tripod üzerine, 0,01 mm'den fazla olmayan bir bölmeyle, ayağını flanşın ucuna bastıran bir gösterge takılıdır.
...ve mili flanşın arkasına hareket ettirerek tahrik dişlisinin eksenel boşluğunu ölçeriz.

Boşluğu azaltmak için dişli miline takılı ara halkasını (böl. Arka aksın sökülmesi) çıkarıyoruz ve bir mikrometre ile ölçüyoruz.
Yeni bir ara halka seçip takıyoruz. Boşluk miktarına göre daha incedir ve ayrıca kılavuz dişli yatakları yeniyse 0,05 mm veya yataklar büyük boyutluysa 0,01 mm daha incedir.
Tel dişlinin eksenel boşluğunun olmaması için, sarılı milin destek momentini 0,5 kgf.m'ye kadar özel bir tork anahtarı kullanarak kontrol ediyoruz. Momentin uygun şekilde düzenlenmesiyle, destek yükü yeni rulmanlar için 15-20 kgf.cm veya rulmanların aşırı kullanılması durumunda 7-10 kgf.cm olacaktır.
Yeterli doğrulukla desteğin momenti fasulye terazisi kullanılarak ölçülebilir...
...kancasını flanşın açıklığına sabitlemiş.

Bu durumda gerekli değerler daha az olacaktır - 3,8-5 kgf ve 1,8-2,5 kgf. Destek momenti daha büyükse, ara halkayı daha kalın bir halkayla değiştiririz veya 0,01-0,02 mm daha küçükse, daha küçük kalınlıkta bir halka seçeriz.
Diferansiyel kutusunun parçalarını sabitlemek için cıvatalar ve tahrik edilen dişliyi sabitlemek için cıvatalar ve ayrıca katlanmadan önce dişli açıklıkları sızdırmaz hale getirilir ve anaerobik sızdırmazlık maddesi ile kaplanır. özel saygı gösteriyorum Dişlilerin ve uydu kutularının uç oturma yüzeylerinin temizliğine odaklanıyoruz, en küçük engel veya çizikler kabul edilemez.

Tahrik dişlisini uydu kutusuna takarken, M10x1 ek cıvatalarının arkasında ortalanır (eski bağlantı çubuklarındaki cıvataları kullanabilirsiniz).
Ayar somunlarını kullanarak diferansiyel yataklarına hafif bir gerilimle bastırıyoruz, bu sırada dişliyi yatak makaralarının doğru konumda olması için bir yöne veya başka bir yöne çeviriyoruz.
Kapalı kafa dişlilerindeki boşluğu ayarlamak için, kalınlık mastarını dişlinin dış tarafından dişin üstüne doğru hareket ettirerek göstergeyi arka aks yuvasına sabitliyoruz.

Boşluk 0,15-0,20 mm'dir. Aşağıdaki adımı kronun proksimal bölgelerindeki en az altı diş üzerinde tekrarlayın.
Boşluğu değiştirmek için (bir bükülme veya ince bir çelik çubukla), ön dişlinin yanındaki ayar somununu gevşetin ve diğerini sıkın.
Ayar somunlarının oluklarına odaklanarak bir somunu sökün ve diğerini gerektiği kadar sıkın. Bu durumda ayar somununun sıkılmasının küçük laringeal sorunlarla tamamlanması gerekir. Örneğin, somunu beş oluk kadar gevşetmek için, altı oyuk kadar sökün ve ardından bir oyuk kadar sıkın.
Bu, yatağın dış bileziğinin somunla sürekli temasını sağlar ve çalışma sırasında sabitlenmesini garanti eder.
Boşluğu artırmak için tüm prosedürü ters sırada tekrarlayın.
Contadaki boşluğu ayarladıktan sonra diferansiyel yataklarındaki eksenel boşluğu kontrol ederiz, bunun için:
...göstergeyi tripodun üzerine sabitliyoruz ve probunu tahrik edilen dişlinin ucuna yaslıyoruz. Dişlinin eksenel yönde çalınması nedeniyle diferansiyel yataklarında boşluk oluşur.
Tahrik edilen dişlinin çıkıntılı tarafından gevşetilen bir ayar somunu kullanılarak eksenel boşluk 0,035-0,055'e ayarlanır.
Daha sonra somuna basarak yatak gerginliğini ayarlıyoruz: 0,1 - yatak hareketi 10 binden fazla olmadığında. kilometre; 0,05 – 10 binin üzerinde araç kullanırken. km. Somunun bir oyuk döndürülmesi, 0,03 mm'lik rulman sıkışmasına neden olur. Ayarladıktan sonra yatak kapaklarının cıvatalarını sıkın ve kilitleme plakalarını (arka aks sökme kısmı) takıp boşluğu tekrar çevirin.
UVAGA
Cıvata ve kapakların kalan sıkılmasından önce bunları döndürüp dişli kısma anaerobik sızdırmazlık maddesi uyguluyoruz.
Başlık dişlisinin dişlerin temasına göre ayarlanması. etkili yöntem viteslerin ayarlanması. Ayrıca başka yollarla oluşturulan düzenlemenin doğruluğunu kontrol etmenize de olanak tanır.
Yapıştırıcıyı tahrik edilen dişlinin dişlerine tercihen boyayla uygulayın.

Tahrik dişlisinin flanşını rahatsız eden taraflarda birkaç kez kontrol ediyoruz ve aynı anda tahrik dişlisine dişlerin temas ettiği yerlerde kumaş silinene kadar bastırıyoruz.
Tahrik edilen dişlinin dişlerindeki temas noktalarına yuvarlak ve kavisli kenarlara bakıyoruz.
Temas alanı dişlerin üst kısmında raybalanırsa, tahrik dişlisindeki ayar halkasının kalınlığının arttırılması ve tabanın değiştirilmesi gerekir.
Temas alanı dişlinin merkezine kaydırılırsa, tahrik ve tahrik dişlileri arasındaki boşluğun arttırılması ve adının değiştirilmesi gerekir.
Ayarlamadan sonra, dişli kutusu arkaya takılır ve flanşı sabitleyen cıvatalara ince bir top yağa dayanıklı sızdırmazlık maddesi uygulanır.
Arka koltuğu çıkardıktan ve yeni yağla doldurduktan sonra (böl. Şanzımandaki yağın değiştirilmesi), şanzıman hareket halindeyken test edilir. Bunun için yılda 60-70 km hızla 20-30 dakika süren bir yolculuk uygundur. Karter boynunun ısınmasına 95°'nin üzerindeki hiçbir şey neden olmaz (su damlaları kaynamadan kaynaklanmaz).
Aksi takdirde pinyon yataklarının gerginliğini değiştirmek gerekir.
Kafa dişlilerinde temas hasarı

A – ileri taraf;
B – arka taraf;
1 – temasın doğru yayılması;
2 – temas alanı dişin üst kısmında rötuşlanır – düzeltmek için tahrik dişlisini tahrik dişlisine doğru itin;
3 - temas alanı dişin tabanına rötuşlanır - düzeltmek için tahrik dişlisini tahrik dişlisine yerleştirin;
4 – temas alanı dişin dar ucunda hareket ettirilir – düzeltmek için tahrik edilen dişliyi tahrik dişlisine yerleştirin;
5 – temas noktası dişin geniş ucunda bulunur – düzeltmek için dişliyi tahrik dişlisine doğru itin.
Sanki uzun ve önemli bir akşam, arabam için her türlü kesilmiş ağaç kabuğu polipshaising'ini bulmak için dikiş forumunun derinliklerini kazıyormuşum gibi, şu düşünce kafama süzüldü - neden kafa çiftlerinin ayarlanması ve düzenlenmesinde ustalaşmaya çalışmıyorum? şanzımanı kendim. Ve tabii ki, bu konuda endişelenmesi gereken para kazananlarımız var, ama neyse ki, denizin web sitelerinde bu konuyla ilgili bilgi ve videoların, gıda ve finansın geri kalan yerde olmaması çok faydalı. Ondan önce uzun zamandır kendi CVRM'mi pişirmeyi planlıyordum ve sonuç olarak dişli kutularının doğru şekilde elden geçirilmesi kendi kendine gelişiyordu. Ne yazık ki beslenme doğru araçlardan mahrum kaldı. Anahtarlar, bir dizi priz, yumuşak metalden yapılmış çekiçler, sıvıyı sıkmak için boru parçaları, bıçaklar - her şey açıkça görülüyordu. 0,05 mm ölçekli bir kumpas ve bir tork anahtarı satın aldım. Kafa dişlilerinin dişlerindeki boşluğu ayarlamaya yarayan ustalık gerektiren cihaz kaybolmuştur. Üstelik birçok kitapta resimler var, ancak mağazalarda bulacaksınız)). Kendi başıma çok çalışma şansım oldu. Kimin için küçük bir ücret karşılığında oklu bir ataşman gibi bir aks eklendi))
Aksi takdirde böyle bir göstergenin şanzımana sabitlenmesi gerekir. Eski amortisörlerin iki çubuğundan tripodu çıkardım, biraz cilaladım ve yarıkları kestim. Kalın bir rondelayı ve 08 mm'lik bir burcu birbirine kaynakladıktan sonra, içlerinde bir delik açtık ve cıvataların yerlerinde kalması için bir oluk açtık.

Kuşu aldım)))

Arka taraftaki gösterge kulağa takılır, tripoda vidalanır

Şanzımanı deneme

Daha uzakta yeni araç Radyo panelinin kutusu geldi

Burada sadece forumlardan bilgi alıyoruz ve vites kutusunu ayarlıyoruz. Mektup zengin olacak, çok tembelseniz okumayın)
Ayrıca dişli kutusu mahfazasının boş olduğu ve kaynatma için tüm malzemelerin toplandığı açıktır:
1) Tahrik edilen kafa dişlisinin yuvasını dişli kutusu mahfazasına bastırın (dikkatlice!)
2) Başlık dişlisi (havuç) için ayar halkasını seçiyoruz. Eski-yeni dişlinin ayarlarının hizalanmasının nasıl seçileceği, uygulanacağı ve eski dişlinin kaynaklı bir plakadan ek ayarlanması için halkanın nasıl seçileceği - forumlarda açıklanmaktadır. Kendi adıma bir noktaya dikkat çekmek isterim: Yeni ve eski dişli arasındaki düzeltmeyi ayarlarken, yeni halkadaki düzeltme işareti “+” eskisinden düzeltme miktarı kadar daha ince olduğundan düzeltme işareti Yeni halkadaki “-” düzeltme miktarı kadar eski halkaya eşittir.
3) Kafa dişlisini rulmanlarla birlikte ara parça manşonu olmadan muhafazaya takıyoruz ve şaftın üzerine bir flanş koyuyoruz, şaft somununu 117-255N*m (12-26kgf*m) torkla sıkıyoruz.
! Bu kontrol ile kafa dişlisinin yataklarındaki dönüş desteğinin torku günlük olarak kontrol edilir: 157-198 N*m (16-20 kgf*m) - yeni yataklar için
39,2-58,8N * m (4-6 kgf * m) - kilometresi 30 km'nin üzerinde olan rulmanlar için.
4) Dişli diferansiyele 8 cıvatayla vidalanır (veya bloke edilir), sıkma torku 83,3-102,9 N*m (8,5-10,5 kgf*m)'dir ve dişli kutusu mahfazasına monte edilir.
5) Diferansiyel yatak başlığı cıvataları 43,3-53,5 N*m (4,42-5,46 kgf*m) torkla sıkılır.
6) Verniyerli bir kumpas kullanarak yatak keplerinin dış yüzeyleri arasında hareket edin (yatak keplerindeki somunlar tamamen sıkılmalıdır!). Diferansiyel yatak kapaklarının ön yükünü ayarlamak için bu gereklidir.
7) Şimdi kafa dişlilerinin dişlerindeki boşluğu ayarlıyoruz. Göstergeyi dişli kutusuna takıyoruz, gösterge çubuğu dişli dişinin kenarına bastırılıyor. Tahrik edilen dişliyi orada burada çaldılar, gösterge dişliler arasındaki boşluğun boyutunu gösteriyordu. Yatak somununu tahrik edilen dişlinin yanından sıkarak, tahrik edilen dişliyi durana ve göstergedeki boşluk tamamen görünene kadar başlık dişlisine sürün. Daha sonra dişliyi tahrik dişlisinden tahrik eden uzatma somununu sıkarak aynı anda dişliler arasındaki boşluğu kontrol ediyoruz. Gösterge boşluğu 0,08 ila 0,13 mm'dir. (0,10 mm olarak ayarladım)
8) Rulmanların ön yüklemesi. Göstergeyi kullanarak dişliler arasındaki boşluğu ayarlarken, aynı anda diferansiyel yatak kapaklarının gerginliğini bir kumpasla izliyoruz. Somunlar gevşetildiğinde kapaklar arasındaki konumu yazdık. Bu somunları sıkarak yatak başlıklarını yanlara doğru hareket ettirmeye başlıyoruz, böylece gerginlik yaratıyoruz. İhtiyacımız olan gerilim, yatak başlıkları arasındaki sürtünmenin 0,2 mm artmasından kaynaklanmaktadır.
9) Kafa dişlilerinin kapalı dişlerindeki boşluğu ayarladıktan ve diferansiyel yatak kapaklarını gerdikten sonra, farbeli bir aerosol kutusu kullanarak dişlilerin temas alanını kontrol ediyoruz. Dişlilerin temas alanına izin verilmiyorsa (dişlerdeki temas alanı dişlinin merkezine kaydırılırsa - ayarlanabilir halka daha incedir; dişlinin kenarına kaydırılırsa - ayarlanabilir halka daha ince olur) ), sonra her şey parçalara ayrılıyor, başlıktaki ayar halkasını değiştiriyoruz ve tekrar dolaşıyorum.
! Ayarlandığında ön şanzıman(Geri dönüş sargısı) gösterge çubuğu, tahrik edilen dişlinin diş yüzeyinin şişine yerleştirilir.
! Ayarlandığında arka şanzıman(düz sarma) gösterge çubuğu dişli dişinin düz yüzeyine yerleştirilir.
10) Temas tolerans dahilindeyse, kafa dişlisi sap somununu sökün, ara parça burcunu, yatağı takın, yağ halkasını, yağ keçesini, flanşı, kızartılmış rondelayı unutmayın ve sap somununu tutucuyla sıkın. Gerekli an heyecanlanır.
Flanşı takarken kızartılmış rondelanın altındaki yüzey alanını kontrol ediyorum; eğer yüzey düzgün değilse, kızartılmış rondela pul pul dökülebilir.
Somun, plastik bir parça ile kendi kendini kontrol eder.
Bu nedenle, uygulamanın kendisi, aslında, kafa dişlisi sap somununun sıkma torkunun, sadece kafanın yataklarında boşluk olduğundan, ara parça manşonunu düzleştirmek zorunda olanlar hakkında kitaplarda yazılanlardan çok daha büyük olduğunu göstermiştir. dişli, bu yataklardaki torkun kaçırılmaması önemlidir (çelik avlusu-p/p#3 tarafından kontrol edilir)
11) Şanzıman yerine takılır. Şanzıman mahfazası cıvatalarının kirişe sıkma torku 35-43,2 N * m'dir (3,57-4,41 kgf * m)
12) Hepsi bu.
Bir sonraki adım, dişli kutusunun deforme olmayan bir genleşme manşonu üzerine montajında ustalaşmaktır. Nasıl tereddüt edilir, eksen burada ayrıntılı olarak açıklanmaktadır
Talimatlar
Parçaları iyice yıkayın vites kutusu ve karanlıkta etrafına bak. Dişli dişlerinden birinde bir kusur bulursanız (yırtılma, çatlak, kaburga, sallanma), dişlileri değiştirin. Dişlerin köşeleri ve çalışma yüzeyleri arasında kenarlar belirir ancak parlar. Küçük delikler veya yuvarlak parçalar olması durumunda kafa çiftini değiştirin. Küçük çizikleri ince zımpara kağıdı ile giderin ve ardından cilalayın. Flanş somununu, bileziği ve ara parçasını yeni parçalarla değiştirin. Katlandığında vites kutusu ve son karterde, tahrik dişlisinin ayar halkasının kalınlığındaki değişikliği, yeni ve eski dişli arasındaki farklı boyutlardaki fark olarak hesaba katın. Tahrik dişlisi mili üzerinde “-” ve “+” işaretleriyle işaretlenmiş milimetrelik yüzlerce parça bulunmaktadır. Örneğin yeni vitesler 4 iken eskileri 12'dir. İki değişiklik arasındaki fark 4–(–12)=16'dır. Böylece yeni düzenleme halkası eskisinden 0,16 mm daha küçük oluyor.
Ayar halkasının kalınlığını daha doğru bir şekilde ölçmek için eski tel dişliyi kullanın. Bunu yapmak için, 80 mm uzunluğundaki plakayı kaynaklayın ve yatağın altındaki alana 50-0,02 mm boyutunda kesin. Boyut farklıdır ve seri numarası uç kısmına damgalanmıştır. Yatakların altındaki koltukları (zımpara kağıdıyla) düzgün bir şekilde oturacak şekilde zımparalayın. Arka ve ön yatakların dış yataklarını kartere bastırın. Cihaza arka yatağın iç yatağını takın ve cihazı karterin içine yerleştirin. İç halkayı takın ön yatak ardından dişli flanşını takın ve somunu 0,8–1,0 kgf.m torkla sıkın.
Karterini düz bir şekilde düzleştirerek yatay bir konuma yerleştirin. Yatakların yakınına yuvarlak bir düz kenar yerleştirin ve yataklarla hizalama plakası arasındaki boşluğu ölçmek için düz bir sentil kullanın. Ayar halkasının kalınlığı, yeni dişlinin boyutuna (aşınma işareti) ve boşluğun boyutuna bağlı olarak değişir. Örneğin, boşluk 2,8 mm ve boşluk 15 ise, 2,8 - (-0,15) = 2,95 mm kalınlığında bir ayar halkasının takılması gerekir. Bir boru kesici kullanarak halkayı mile yerleştirin. Şaftı karterin içine yerleştirin. Yeni bir ara parçayı, ardından ön yatağın iç bileziğini, ardından bileziği ve dişli flanşını takın. Somunu bir tork anahtarıyla 12 kgf.m torkla sıkın.
Tahrik dişlisi milinin dönme momentini belirtin. Bunu yapmak için ipliği flanşın etrafına sıkıca sarın ve dinamometreyi ona takın. Yeni rulmanlar için flanşın 7,6-9,5 kgf kuvvetle eşit şekilde dönmesi gerekir. Bu yeterli değilse flanş somununu sıkın. Sıkma torku 26 kg'ı geçmemelidir. Kaydırırken 9,5 kgf hareket ettirirseniz kaldırın vites kutusu ve ara parça burcunu değiştirin.
Diferansiyel mahfazasını yataklarla birlikte karterin içine yerleştirin ve yatak kapaklarının cıvatalarını sıkın. Katlandığında pinyon dişlilerinin dişlilerinde eksenel boşluk bulursanız daha fazla yeni rulman takın. düzenleyici halkalar. Diferansiyel mahfazasında tahrik dişlileri elle döndürülmek yerine sıkıca yerleştirilmelidir. Ayar somunlarını sıkmak için çelik sacdan (2,5–3 mm) bir anahtar hazırlayın.
Kafa çiftindeki boşluğu ve diferansiyel yataklarının ileri gerilimini ayarlayın. Bunu yapmak için dişlinin yanındaki somunu sıkın ve boşlukları contanın içine doğru itin; bir kumpasla ölçün ve kapakların arasında durun; diğer somunu da durana kadar sıkın ve somunun 1-2 dişi kadar sıkın. Bu durumda üst kısımlar arasındaki mesafe 0,1 mm daha fazladır; İlk somunu çevirin ve sabitlemede bir boşluk (0,08–0,13 mm) oluşturun. Bunu parmaklarınızla contada bir oynama olarak hissedebilirsiniz, bu da dişin dişe hafif bir şekilde çarpmasına neden olur; Sızdırmaz kısımdaki boşluğun tutarlılığını kontrol edin ve rahatsız edici somunları, kapaklar arasındaki boşluk 0,2 mm genişleyene kadar kademeli olarak sıkın. Tamamen tahrik edilen dişliyi 3 tur çevirin ve aynı zamanda kapalı diş çiftindeki boşluğu düzeltin. Tüm konumlarda eşit olduğu sürece kilitleme plakalarını takın.
